Compartilhe






RHI Magnesita inova na aplicação robotizada de refratários em alto-forno na América do Sul
14/12/23
Líder global em soluções refratárias na indústria em processos de alta temperatura, a RHI Magnesita inova, mais uma vez, e se torna pioneira na América do Sul na projeção refratária robotizada para alto-forno, de modo 100% automatizado. O robô, acoplado com câmeras, é manuseado por controle remoto e monitorado em tempo real pelo operador, de dentro de uma cabine e fora da área de risco do alto-forno, garantindo a segurança da equipe durante a aplicação do material. Desta forma, a RHI Magnesita oferece para o mercado uma aplicação muito mais segura, com mais rapidez e assertividade – além da qualidade do produto e do seu monitoramento.
De acordo com o diretor de serviços da RHI Magnesita na América do Sul, Tiago Nogueira, a companhia está oferecendo recursos que agreguem uma atuação vertical integrada, incluindo a utilização de tecnologias em todas as fases do processo. “O nosso intuito é proporcionar soluções abrangentes centradas no desempenho dos nossos clientes. Por isso, estamos investindo cada vez mais em um portfólio completo de soluções e conhecimento técnico para proporcionar mais segurança e eficiência operacional, tanto para os nossos colaboradores quanto para nossos clientes”, explica Nogueira.
Com essa nova tecnologia, a qualidade da aplicação é muito superior à da realizada com os robôs convencionais, conduzida pelo operador no “janelão” do forno. Da cabine de controle, o técnico obtém imagens de alta resolução de todos os ângulos do equipamento captadas pelo robô e analisa os pontos que precisam de mais projeção, para que toda a superfície seja coberta uniformemente com o refratário. Também proporciona baixo nível de poeira e rebote, permitindo melhor visibilidade, devido à alta tecnologia do produto refratário. A estabilidade da aplicação é garantida, graças aos recursos de programação e automatização do robô com relação ao seu giro e movimentação vertical.
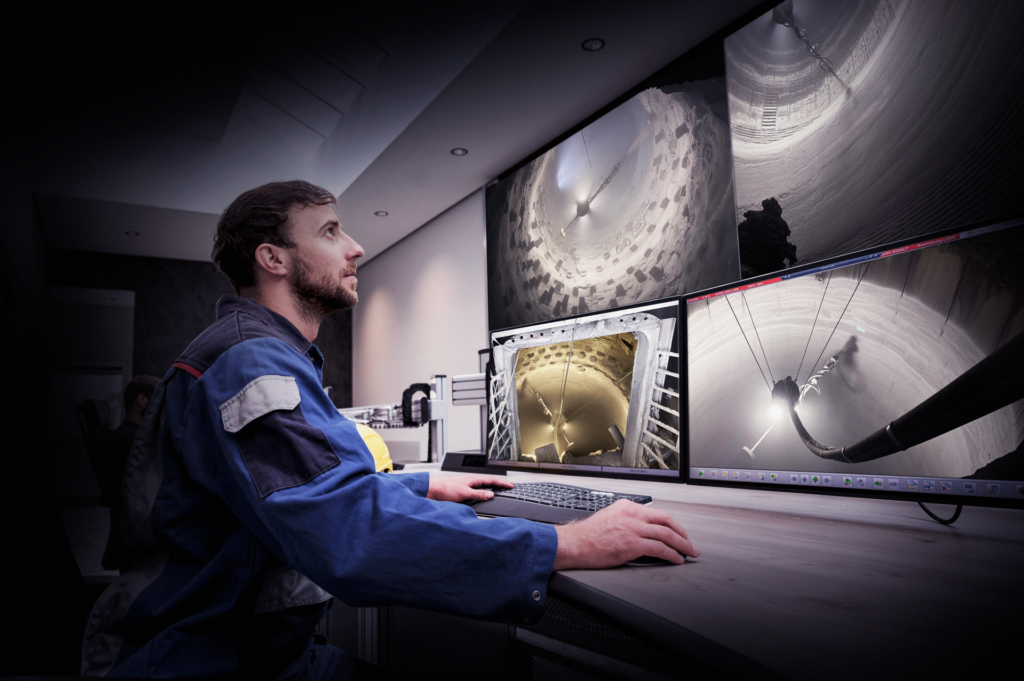
ais segurança, assertividade, agilidade e monitoramento – este é o
resultado da aplicação feita pelo robô de projeção para relining de alto-forno – crédito: divulgação
Escaneamento a laser 3D
Outra vantagem da instalação robotizada de concreto projetado (shotcrete) é o escaneamento a laser 3D. Ele monitora o revestimento refratário do alto-forno, tanto antes quanto depois da aplicação, analisando o residual da parede. Essa é uma técnica inovadora que substitui métodos manuais e pontuais, proporcionando a geração ágil e precisa de dados para orientar de maneira eficaz a tomada de decisão. Além disso, permite a previsão antecipada do desgaste com base em informações e medições previamente registradas no processo.
A instalação robotizada de shotcrete garante agilidade no processo para o cliente. Dependendo do tamanho do alto-forno, a aplicação pode durar de 3 a 4 dias, se comparado com a técnica manual que demora no mínimo 10 dias. A instalação é rápida, pois são cerca de 12 toneladas por hora de refratário aplicado.
A segurança é outro fator que garante o pioneirismo dessa técnica de revestimento. O forno não precisa ser resfriado. A presença de gases tóxicos não é um problema, pois o operador não fica em contato direto com o alto-forno, operando de forma segura dentro de uma cabine.
O serviço de instalação robotizada de concreto projetado (shotcrete) já é oferecido pela RHI Magnesita em outras regiões e agora está disponível para os clientes da companhia na América do Sul. Toda a instalação do robô, monitoramento a laser 3D do remanescente, aplicação e avaliação do desempenho do produto refratário é realizado nos clientes com apoio da equipe de assistência técnica especializada e altamente capacitada da RHI Magnesita em preservação de alto-forno. A companhia também possui um completo portfólio de produtos refratários com produção local, alinhando qualidade e tecnologia.
Sobre a RHI Magnesita
A RHI Magnesita é o fornecedor líder global de produtos, sistemas e soluções refratárias de alta qualidade que são essenciais para processos de alta temperatura, superiores a 1.200°C, em uma ampla variedade de indústrias, incluindo aço, cimento, metais não ferrosos e vidro. Com uma cadeia de valor verticalmente integrada, de matérias-primas a produtos refratários e soluções totalmente baseadas em desempenho, a RHI Magnesita atende clientes em todo o mundo, com cerca de 15.000 funcionários em 47 unidades de produção, 7 instalações de reciclados e mais de 70 escritórios de vendas. A RHI Magnesita pretende expandir ainda mais em mercados de alto crescimento, aproveitando sua liderança em receita, escala, portfólio de produtos e presença geográfica diversificada.
O Grupo mantém uma listagem premium na Bolsa de Valores de Londres (símbolo: RHIM) e é um constituinte do índice FTSE 250, com uma listagem secundária no segmento principal da Bolsa de Valores de Viena (Wiener Börse). Para mais informações, visite: www.rhimagnesita.com.
Compartilhe
 hoje
hoje 





